






Shandong Time Machinery Technology Co., Ltd.
„Produktionslinie zum Schweißen von PC-Bewehrungsbindern (SGHJ-IV)“
Informationen zur Ausrüstung
Gesetzlicher Vertreter: Cui Hao
Telefon: 13395378282
Adresse: Wirtschaftsentwicklungszone, Stadt Jining, Provinz Shandong
Website: www.sdsgzn.com
Inhaltsverzeichnis
ICH.Einführung in das PC Composite Slab-Projekt 3
1. Projektübersicht3
2. Einführung in den Produktionsprozess4
3. PC-Bewehrungsbinder-Fertigprodukt (rechtwinkliger Fachwerkträger)5
II.Geräteleistung und technische Parameter 6
1.Technische Parameter der Produktionslinie für Bewehrungsbinder6
1.1 Geräteübersicht6
1.2 Ausrüstungszusammensetzung der Produktionslinie für Bewehrungsbinder6
1.3 Technische Parameter der Ausrüstung:7
1.4 Ausstattungsmerkmale8
1.5 Gerätekonfiguration und Komponentenmarken10
2. Kühlwassermaschine11
2.1 Technische Daten des luftgekühlten Boxkühlgeräts:11
3. Luftkompressor12
1.Technische Parameter der luftgekühlten Schneckenmaschine13
ICH.Einführung in das PC Composite Slab-Projekt
1. Einführung in das PC Composite Slab-Projekt
1. Projektübersicht
Verbundbodenplatten sind eine Strukturform, die vorgefertigten und Ortbeton kombiniert.Die vorgespannte dünne Platte (5–8 cm dick) ist mit der oberen Ortbetonschicht integriert, um eine einheitliche Struktur zu bilden und zusammenzuwirken.Die vorgespannte Hauptbewehrung der dünnen Platte dient als Hauptbewehrung der Verbundbodenplatte, während die obere Ortbetonschicht lediglich eine Negativmomentbewehrung und eine Strukturbewehrung erfordert.Die vorgespannte dünne Platte dient auch als untere Schalung für die Ortbetonschicht, sodass keine zusätzliche Schalungsunterstützung erforderlich ist.Die Unterseite der dünnen Platte ist glatt und eben, und nach der Fugenbehandlung ist kein Verputzen der Decke erforderlich.Diese Verbundbodenplatten bieten die Vorteile einer Gesamtintegrität, einer hohen Steifigkeit, einer guten Rissbeständigkeit, keinem Anstieg des Stahlverbrauchs und Einsparungen bei der Schalung.Darüber hinaus ermöglicht das Fehlen einer Schalungsunterstützung für die Ortbetonbodenplatte den frühzeitigen Einbau großer vorgefertigter Betontrennwände, wodurch die Gesamtbauzeit verkürzt wird.
Anwendungsbereich und Klassifizierung
Diese Bodenplatten eignen sich für Gebäude mit Spannweiten bis zu 8 Metern, darunter Hotels, Bürogebäude, Schulen, Wohngebäude, Krankenhäuser, Lagerhallen, Parkplätze und mehrstöckige Industrieanlagen.Abhängig von der Struktur der Verbundoberfläche können vorgespannte dünne Platten in drei Typen eingeteilt werden: ① Für Verbundoberflächen mit geringer Scherbeanspruchung ist keine Schubbewehrung erforderlich, die Betonoberfläche sollte jedoch rau und zerkratzt sein oder einige Verbindungslöcher aufweisen .② Bei Verbundoberflächen, die einer hohen Scherbeanspruchung ausgesetzt sind, sollte zusätzlich zur Anforderung einer rauen Oberfläche eine Schubverstärkung hinzugefügt werden.Der Durchmesser und die Abstände der Bewehrung werden durch Berechnungen bestimmt. Zu den Bewehrungsformen gehören wellenförmige, spiralförmige und punktgeschweißte Matten mit gebogenen dreieckigen Querschnitten.③ Bei vorgefertigten dünnen Platten wird an der Oberseite ein Stahlfachwerk angebracht, um die Steifigkeit während des Baus zu erhöhen und den Bedarf an Stützen unter den dünnen Platten zu verringern.
![]()
2. Einführung in den Produktionsprozess
![]()
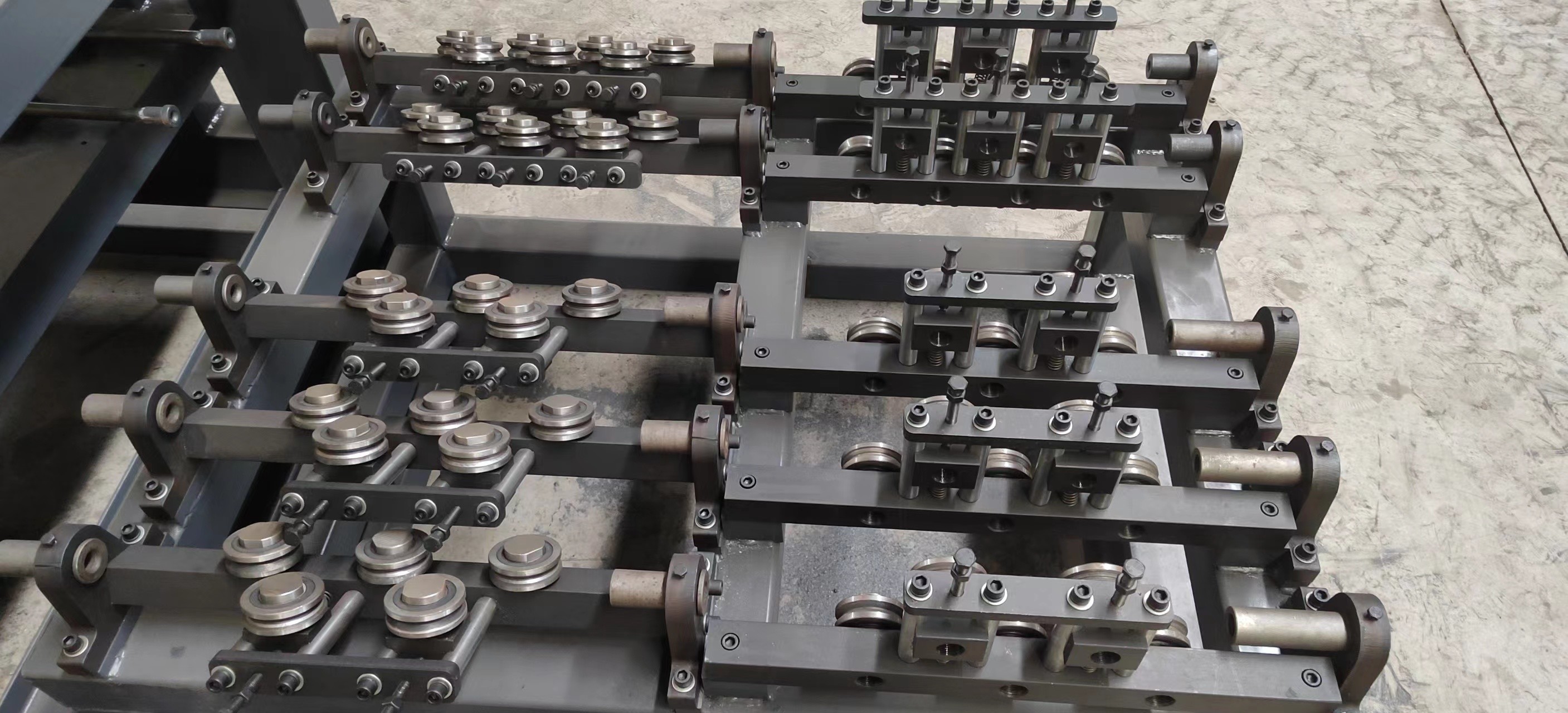
3. Fertiges Produkt des Bewehrungsbinders (rechter Winkel)
![]()
II.Geräteleistung und technische Parameter
![]()
1.Technische Parameter der Produktionslinie für Bewehrungsbinder
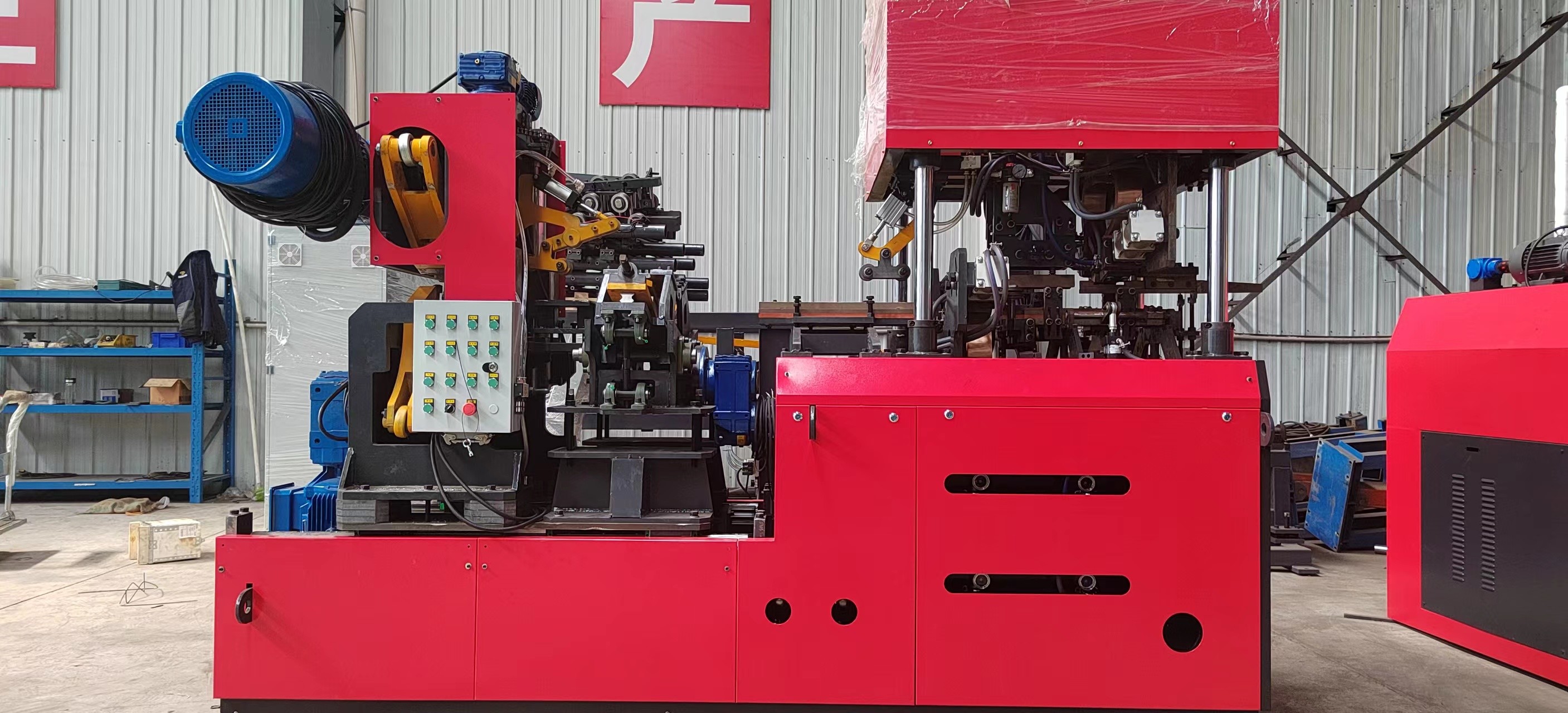
1.1 Geräteübersicht
Die Produktionslinie für Bewehrungsbinder ist eine vollautomatische Produktionslinie, die das Verlegen von Bewehrungsdrahtspulen, das Richten, das seitliche Biegen von Stahl, das Schweißen, das Formen, das automatische Schneiden und die Sammlung der fertigen Produkte integriert.Es kann Bewehrungsbinder für Bodenplatten sowie vorgefertigte PC-Bewehrungsbinder für Gebäude herstellen, die unter anderem im Hochbau (vorgefertigte Bodenplatten) und im Hochgeschwindigkeitsbahnbau (Doppelblockschwellen) weit verbreitet sind.
1.2 Ausrüstungszusammensetzung der Produktionslinie für Bewehrungsbinder:
| NEIN. | Ausrüstungskomponenten | Menge | Technische Eigenschaften |
| 1 | Coil-Bewehrungsdraht-Verlegegestell | Ein Satz | Vertikales Drahtverlegegestell |
|
2 |
Richt- und Vorschubmechanismus | Ein Satz | Nimmt das Richten mit mehreren Rädern mit hervorragender Richtwirkung an, ohne die Bewehrungsrippen zu beschädigen;Doppelt angetriebener Drahtvorschub mit drei Verzögerungsmotoren. |
|
3 |
Materialspeichermechanismus | Ein Satz | Ausgestattet mit einem neuartigen offenen Lagerregal, das eine gedämpfte Lagerung nutzt, was eine kontinuierliche Produktion ermöglicht und die Ansammlung von Bewehrungsstäben effektiv verhindert. |
|
4 |
Terminal-Richtmechanismus | Ein Satz | In der zweiten Stufe wird das Endrichten der Hauptbewehrung und der Diagonalelemente vor dem Schweißen und Formen mithilfe eines Fünf-Walzen-Richtverfahrens durchgeführt, um die Geradheit der Fachwerkprodukte sicherzustellen. |
6
1.3 Technische Parameter der Ausrüstung:
| Schwingarm | Einheit | Menge | Notiz |
| Tragfähigkeit des Drahtverlegegestells | kg | 2000 | Die Höhe des Obergurts sollte 2 Meter und die Höhe des Seitengurts 1,3 Meter nicht überschreiten. |
| Anzahl der Drahtverlegegestelle | Einheiten | 5 | |
| Leistung des seitlichen Stahlformmotors | kW | 7.5 | |
| Leistung des Schweißtransformators | kW | 160x2 |
Intermittierender Betrieb
|
7
| Schermotorleistung | kW | 11+11 | Intermittierender Betrieb |
| Sammeln und Heben der Leistung des Zahnstangenmotors | kW | 2.2 | Intermittierender Betrieb |
| Tonhöhe der seitlichen Akkordbiegung | mm | 200 | 190-210 automatisch einstellbare Tonhöhe |
| Akkordhöhe | mm | 70-270 | Höhe von 250 und mehr ohne untere Winkelsehne |
| Akkordbreite | mm | 70-90 | Große Breite |
| Durchmesser der Ober- und Untergurtstäbe | mm | 6-12 | |
| Durchmesser der Seitengurte | mm | 4-7 | |
| Länge des Akkords | M | 0,2~14 |
Automatisch einstellbare Tonhöhe
|
| Geradlinigkeit des Akkords | mm | ±5 | |
| Höhenfehler der Sehne | mm | ±2 | |
| Längenfehler des Akkords | mm/m | ±5 |
Der maximale Fehler darf ±15 mm nicht überschreiten
|
| Höhe der freiliegenden Ober- und Untergurtstäbe | mm | ≤5 | |
| Geschwindigkeit der Produktionslinie | M | 12-15 | Die tatsächliche stabile Produktionsgeschwindigkeit wird durch die Spezifikationen des Akkords bestimmt. |
| Luftdruck | Mpa | ≥0,7 | Das verwendete Gas sollte sauber, gefiltert und getrocknet sein. |
| Luftverbrauch | m³/min | 3/4,5 | |
| Länge der Produktionslinie (Länge * Breite * Höhe) | mm | Die Länge der Produktionslinie kann entsprechend auf 45000*3000*3500 angepasst werden. | |
| Gesamtproduktion | T | ≤18 (ohne Zubehör und externe Steuerkästen) | |
|
Hinweis: Die Standardkonfiguration umfasst einen Biegemechanismus für den unteren Winkel.Bitte geben Sie an, ob die Konfiguration für die Wohnindustrialisierung den unteren Winkelbiegemechanismus nicht umfasst.
|
|||
1.4 Ausstattungsmerkmale
1.Rubar Verlegerahmen
Es gibt fünf Sätze von Stangenabwickelständern mit rotierender Abwickelmethode und einer maximalen Belastung von 2 Tonnen.
Jeder Auszahlungsstand ist mit einer unabhängigen Druckluftbremsvorrichtung ausgestattet.
Jeder Abwickelständer verfügt über einen unabhängigen Vorrichtmechanismus, um die Oxidschicht auf der Oberfläche der Stahlstangen zu entfernen.
2. Richt- und Vorschubmechanismus
Es nutzt das Richten mit mehreren Rädern mit guter Richtwirkung, ohne die Rippen der Stahlstangen zu beschädigen.Zur Beschickung werden drei Verzögerungsmotoren eingesetzt.
Jeder Zuführmechanismus kann unabhängig gesteuert werden.
3. Aufbewahrungsmechanismus für Stahlstangen
Es verwendet einen neuen Typ eines offenen Lagerregals zum Puffern und Lagern, das für die kontinuierliche Produktion geeignet ist und effektiv verhindert, dass sich Stahlstangen verheddern.
4. Endausrichtungsmechanismus
Vor dem Schweißen und Formen wird am Hauptstab und den Stegstäben ein sekundäres Richten der Enden durchgeführt.Um die Geradheit des fertigen Fachwerks sicherzustellen, wird ein Fünf-Walzen-Richtverfahren eingesetzt.
Dieser Mechanismus spielt eine Schlüsselrolle bei der Anpassung der Geradheit der Traversenprodukte.
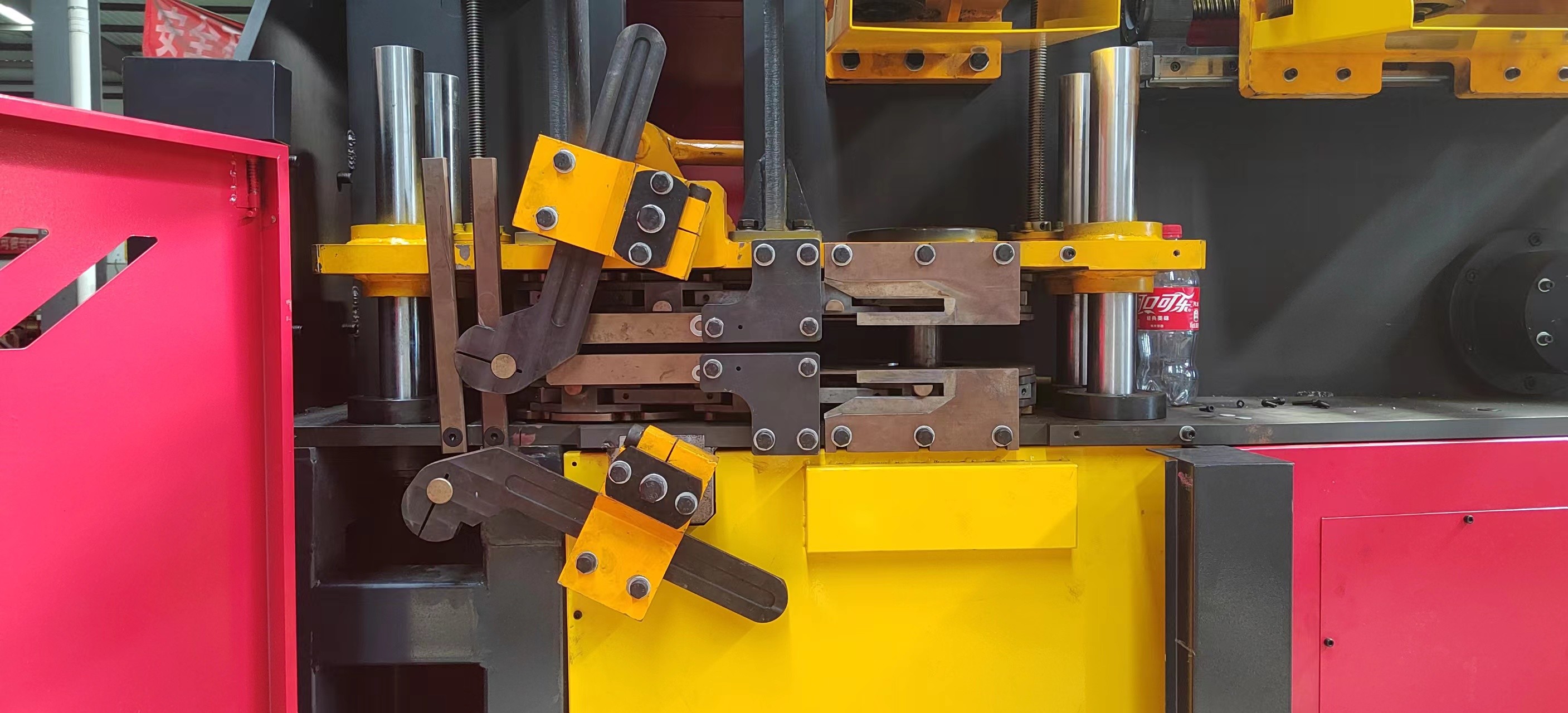
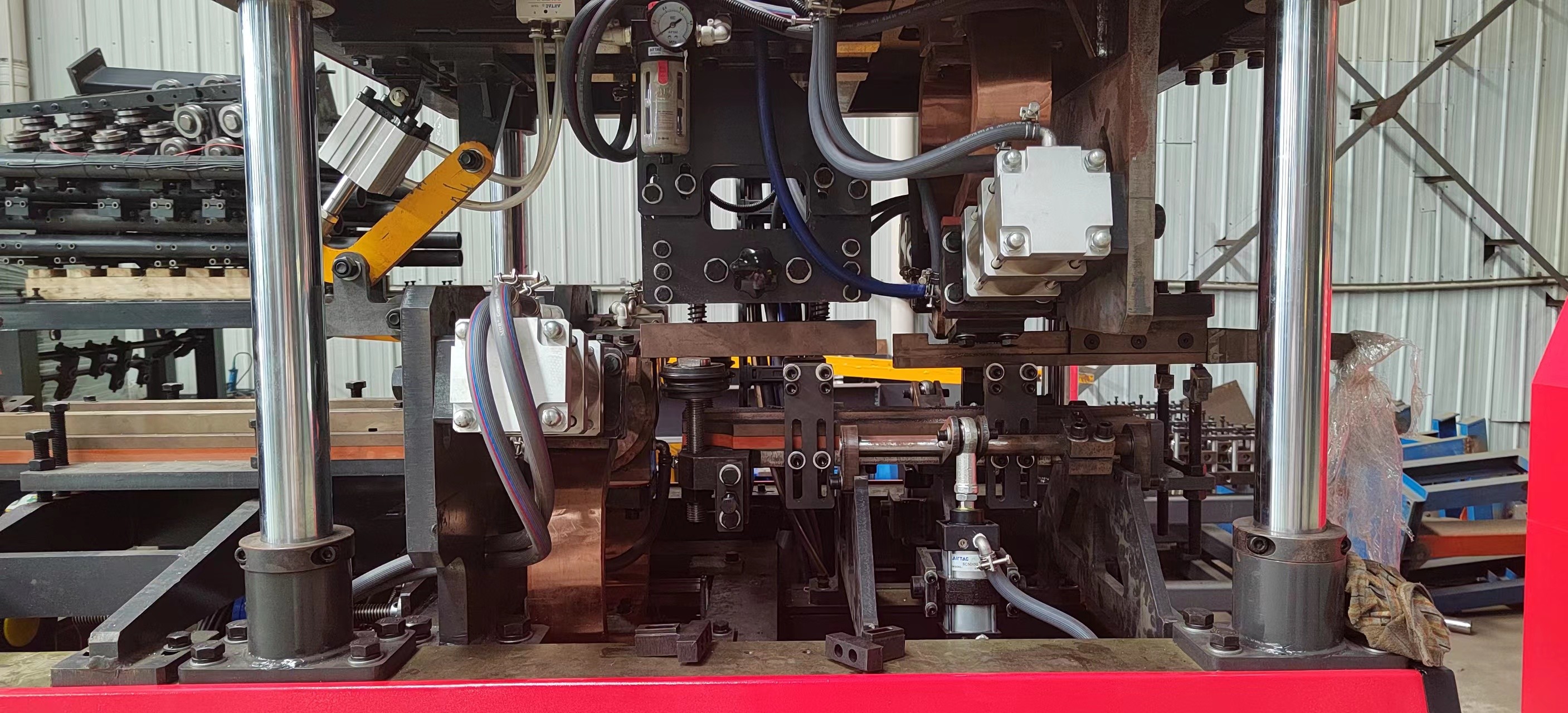
5. Press- und Zuführmechanismus für die Bahnstange
Zum Biegen der Stahlstäbe kommt das Schwenkarmbiegen zum Einsatz, angetrieben von einem Servomotor, mit guter Synchronisation und hoher Stabilität.Das Biegen von Stahlstangen erfolgt kontinuierlich (der Biegemechanismus führt eine kreisförmige Auf- und Abschwingbewegung ohne Verzögerung aus) mit hoher Umformgeschwindigkeit.Die Formen zum Formen von Stahlstangen haben zylindrische Oberflächen, um ein Verkratzen der Oberfläche der Stahlstangen zu verhindern.Der Vorschubmechanismus wird von einem Servomotor angetrieben und bietet eine bessere Synchronisierung und Genauigkeit.Durch die Koordination des Biegemechanismus kann durch die perfekte Kombination der beiden Servomotoren die Funktion der Änderung der Traversenneigung ohne Unterbrechung realisiert werden, was die Produktionseffizienz erheblich verbessert.
6. Schweißteil
Zwei Punktschweißgeräte, eines oben und eines unten, mit insgesamt zwei Transformatoren.Vier untere Andruckrollen mit guter Synchronisation.
Die Schweißzylinder haben einen kleinen Hub, große Kraft, schnelle Schweißgeschwindigkeit und hohe Qualität.
Die Schweißzylinder verwenden hochwertige Marken und sind luftgeklemmt.
Die Schweißelektroden bestehen aus einer Chrom-Zirkonium-Kupferlegierung.
Ausgestattet mit einem Positionierungsmechanismus, um die Form und Größe der Schweißnaht sicherzustellen.
Das Zweipunkt-Widerstandspunktschweißverfahren reduziert die Installationsleistung im Vergleich zu vergleichbaren Geräten um 60 % und die Schweißparameter jedes Schweißpunkts können unabhängig eingestellt werden.
Der Vier-Wege-Elektrodenkopf kann viermal wiederverwendet werden, wodurch sich die Kosten um das Dreifache reduzieren.
7. Schneidmechanismus
Der „Scheren“-Schneidmodus wird eingesetzt, um das Problem offener Schweißnähte, die durch den Schneidvorgang verursacht werden, effektiv zu lösen und Verformungen und Verzerrungen des Fachwerks während des Schneidens zu vermeiden.
Hohe Schnittgeschwindigkeit, keine Unterbrechung des Schweißens erforderlich.
Für das hochfeste Schneiden an den Haupt- und Seitenverstärkungsschweißverbindungen wird der neu entwickelte hochfeste und zähe Formenstahl aus China verwendet.
8. Automatischer Sammel- und Stapelmechanismus
Der automatische Sammelmechanismus ermöglicht eine kontinuierliche Produktion ohne Unterbrechung und verbessert so die Effizienz.
Es können Traversen unterschiedlicher Größe, lang und kurz, aufgenommen werden.
Das automatische Sammeln, Stapeln und Versenden der Traversen erfolgt vollständig automatisiert.
Die automatische Sammel- und Stapelvorrichtung reduziert die Anzahl der Bediener um 2.
9. Elektrisches Steuersystem
Es übernimmt das Steuerungssystem von Hechuan mit hoher Stabilität.
10. Betriebssystem
Für Bedientasten und andere Komponenten werden hochwertige Produkte verwendet.
Das Gerät ist einfach zu bedienen und einzustellen.
Bedienvorgänge wie Geschwindigkeit, Schweißparameter usw. sind komfortabel.
1.5 Gerätekonfiguration und Komponentenmarken
| Name | Marke |
Erläuterung Bemerkungen |
| Betriebsbildschirm | Kunlun Tongtai | Es handelt sich um einen intelligenten IoT-Touchscreen mit ARM-CPU als Kern und einer Hauptfrequenz von 800 MHz.Das Produktdesign umfasst ein 10-Zoll-TFT-LCD mit einer Auflösung von 1024 * 600, einen Vierdraht-Resistiv-Touchscreen und ist außerdem mit der McsgPro-Konfigurationssoftware vorinstalliert. |
| SPS | Hechuan | Hohe Leistung, kompakte Struktur, leistungsstarke Funktionen und hohe Stabilität. |
| Servomotor | Hechuan | Hohe Leistung, hohe Zuverlässigkeit und hohe Qualität. |
| Niederspannungssteuerung | CHNT | Chinesische bekannte Marke, stabile Qualität, hohe Zuverlässigkeit. |
| Schaltnetzteil | Taiwan Mingwei | Taiwans bekannte Marke mit über 30 Jahren Forschungs- und Fertigungserfahrung. |
| Schweißtransformator | Chengtai | Mit japanischer Schweißtechnik. |
| Luftkomponenten | Yadeke |
Taiwan bekannte Marke, gute Qualität, hohe Zuverlässigkeit, hohe Tragfähigkeit.
|
| Magnetventil | Yadeke | |
| Schweißzylinder | Kundenspezifischer Shuangbeili-Zylinder | Hohe Geschwindigkeit, ausreichende Leistung und hohe Stabilität. |
| Schweißsteuerung | Shanghai Guolong | Stabile Produktleistung und zuverlässige Qualität. |
| Reduzierer | Zhejiang Tianhong | Stabile und zuverlässige Leistung. |
| Lineare Führungsschiene | Taiwan Shangyin | Hohe Belastbarkeit, hohe Präzision, hohe Geschwindigkeit und hohe Genauigkeit. |
| Lager | Nsk | Importierte Qualität, stabile Qualität und hohe Zuverlässigkeit. |
| Elektrischer Draht, Kabel | Guangdong Yingke | Ausgezeichnetes Material, starke Isolierung, geringe Exzentrizität. |
·
10
![]()
KühlwassermaschineLänge * Breite * Höhe = 1310 * 630 * 1230 mm.
Die technischen Spezifikationen der luftgekühlten Kastenkühleinheit sind wie folgt:
|
Modell
Artikel |
RX-05A |
Aufbau
|
|
| Stromversorgung | 380V/3PH/50HZ | ||
| Kühlkapazität | Kcal/h | 12900 | |
| kW | 15 | ||
| Gesamteingangsleistung | kW | 4.48 | |
| Kühlmittel | Name | R22 | Importiertes hochwertiges Kühlmittel. |
| Kontroll-Methode | Kapillarrohr | ||
3.Luft Kompressor
![]()
Technische Parameter der luftgekühlten Schneckenmaschine BK22-8ZG
| Schraubengruppe | 5:6 Spiralrotor |
| Komprimierungsmodus | Kontinuierlich, einstufig |
| Druckluftausgangsdruck | P₂=0,8 MPa |
| Kühlmodus | Luftgekühlt |
| Druckluft-Auslasstemperatur | Etwa 10℃~15℃ höher als die Umgebungstemperatur |
| Schmierölmenge | Ungefähr 8,6 Liter |
| Motor Geschwindigkeit | N=2930 U/min |
| Nennleistung | 22 kW |
| Verschiebung | V=3,45m³/min |
| Arbeitsgewicht | Ungefähr 390 kg |
| Maximale Lufttemperatur | 45℃ |
| Minimale Lufttemperatur | 0℃ |
| Ölverbrauch | Entladungsölgehalt weniger als 3 ppm |
| Lärm | 74dB(A) |
| Außenmaße Länge × Breite × Höhe (mm) | 1200×800×1120 |












